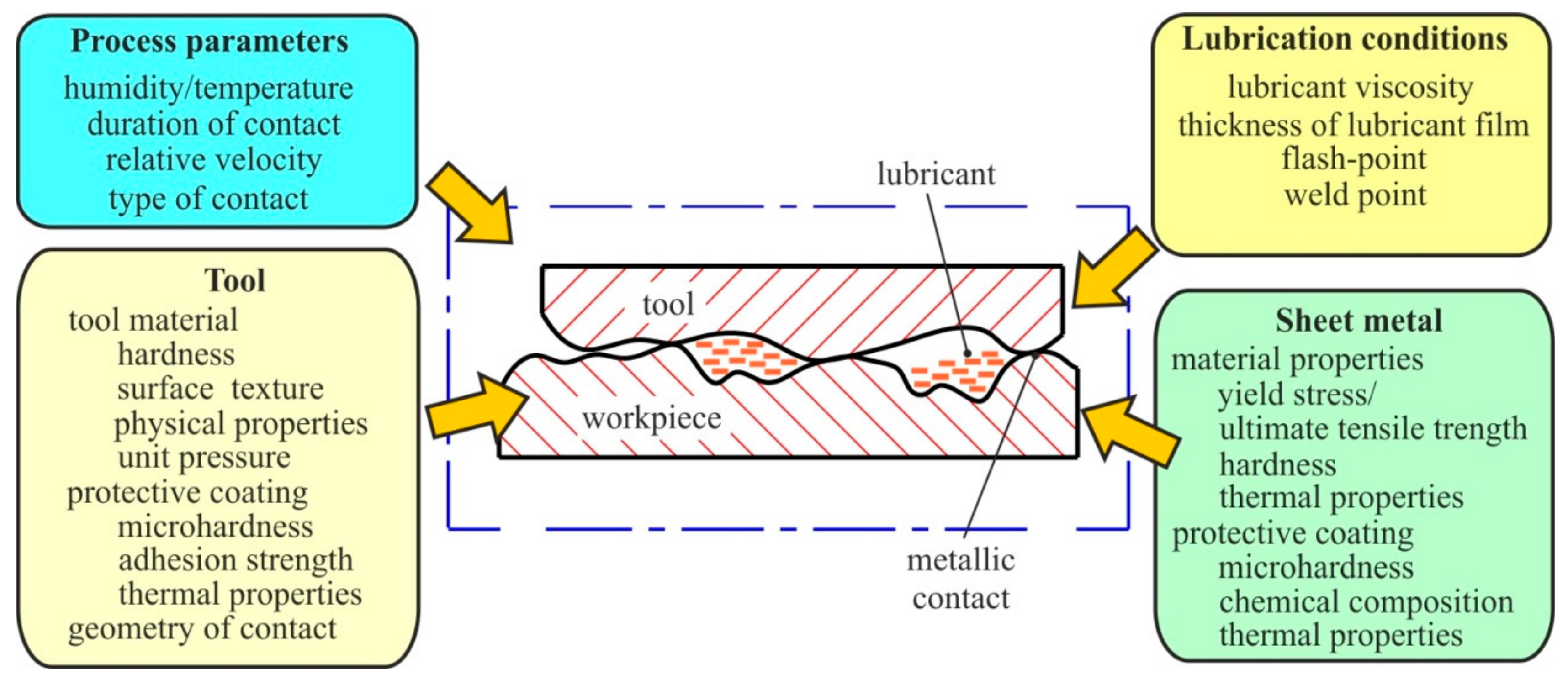
Low Levels Of Friction Sheet Metal Forming

Sheet Metal Forming

Problems In Sheet Metal Forming Download Scientific Diagram
Sheet Metal Working Process
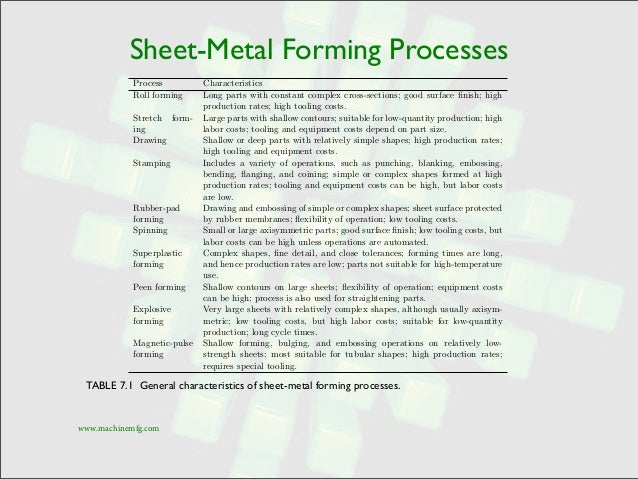
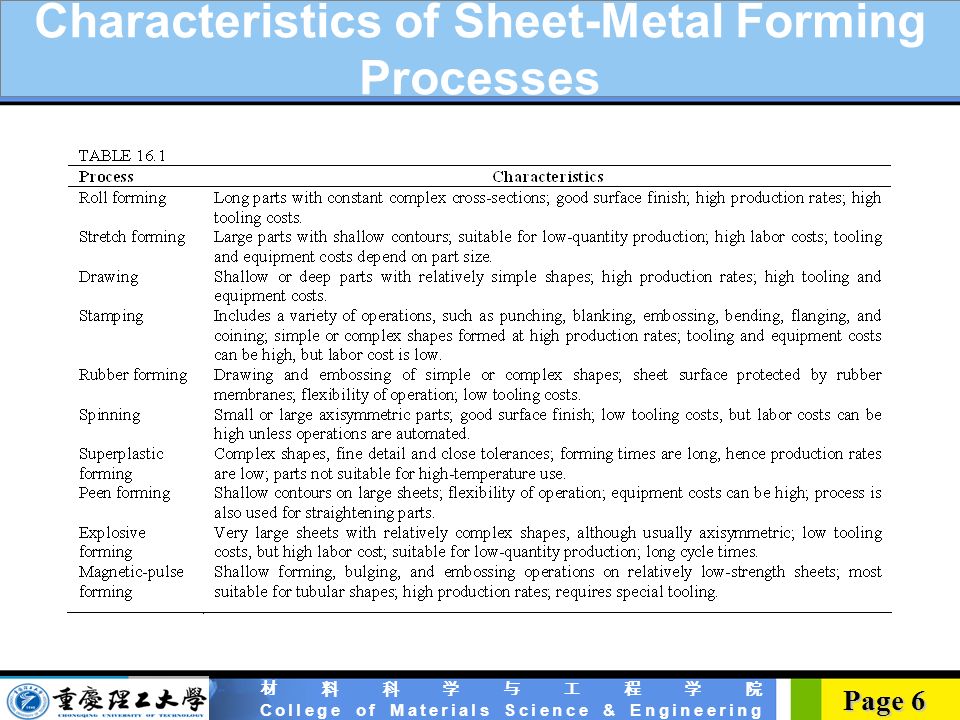
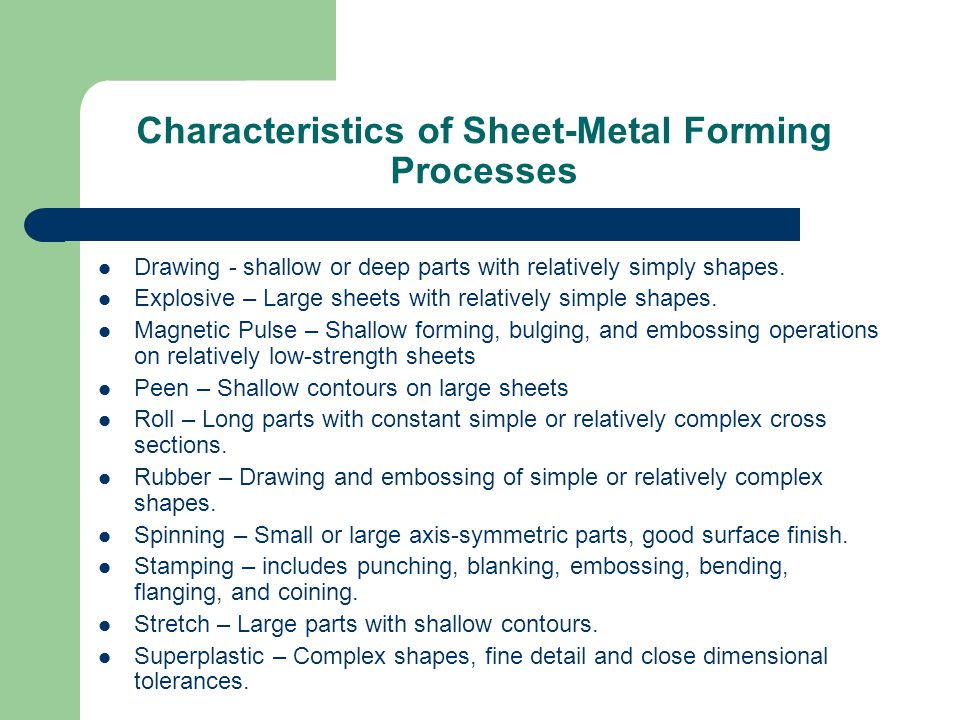
Sheet Metal Forming Processes
Http Web Mit Edu 2 810 Www Files Lectures 2015 Lectures Lec6 Sheet Metal Forming 2015 Pdf
Chapter 7 Sheet Metal Forming Processes Ppt Video Online Download

The sheet metal forming parts will collide with the surrounding objects in the process of raw material inventory manufacturing and shipping.
Low levels of friction sheet metal forming.
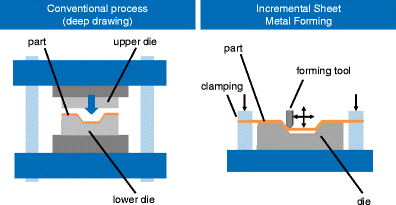
Metals Free Full Text Recent Developments And Trends In The Friction Testing For Conventional Sheet Metal Forming And Incremental Sheet Forming Html

Sheet Metal Forming An Overview Sciencedirect Topics
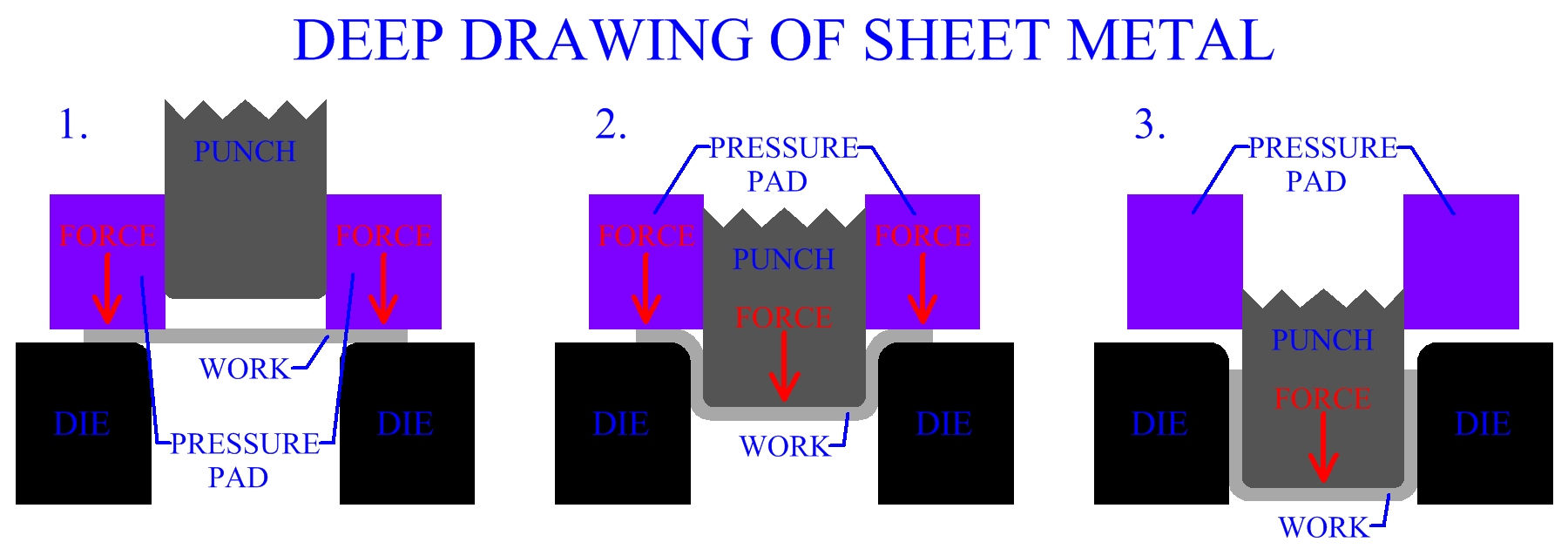
Deep Drawing Of Sheet Metal

Pdf Advances In The Control Of Sheet Metal Forming
Sheet Metal Forming Processes Ppt Download

Sheet Metal Forming Process Ch Ppt Video Online Download
Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download

Influence Of Boundary Conditions On The Prediction Of Springback And Wrinkling In Sheet Metal Forming Sciencedirect
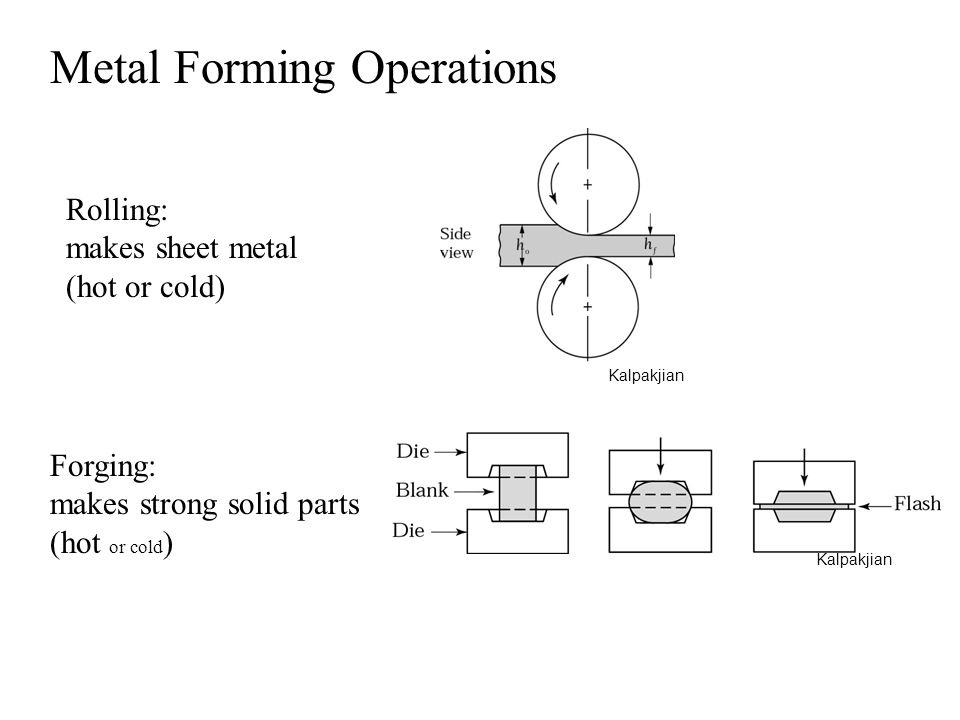
Metal Forming Operations Ppt Video Online Download
Fast Simulation Of Incremental Sheet Metal Forming By Adaptive Remeshing And Subcycling Springerlink

Sheet Metal Forming Deep Drawing Ppt Video Online Download
Sheet Metal Working Processes Ppt Download
Topic 4 Metal Forming 160214

Comparison Of Extrusion Processes In Sheet Bulk Metal Forming For Production Of Filigree Functional Elements Sciencedirect
Sheet Metal Forming Processes Ppt Video Online Download

A Review On Forming Techniques For Manufacturing Lightweight Complex Shaped Aluminium Panel Components Sciencedirect

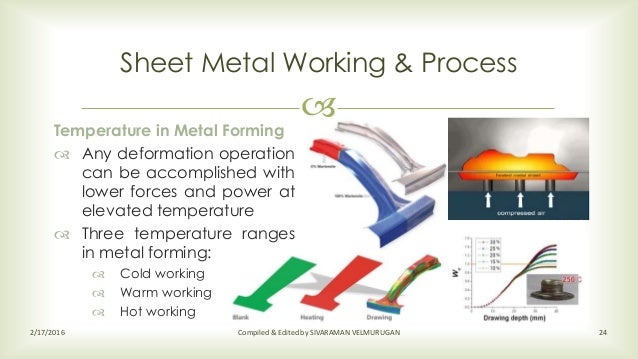
Pdf Effects Of Temperature In Relation To Sheet Metal Stamping

Sheet Metal Forming Ppt Video Online Download
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcq M0cin1dozammibmbah K1msxgohk86orzxm1vwzurfqm10zr Usqp Cau
Numerical Simulation Of Sheet Metal Forming A Review Request Pdf
Metal Forming

Industrial Engineering Department Ppt Video Online Download
Pdf Sheet Bulk Metal Forming Forming Of Functional Components From Sheet Metals

Sheet Forming Modeling Simulation Texture Crystal Plasticity Crystal Plasticity Fem Crystal Plasticity Finite Element Simulation
Source : pinterest.com
